Valget av dreiebenk-indekserbart blad (CNC-blad)

Etter å ha fått arbeidsstykketegningen, velg først det indekserbare bladet med riktig form i henhold til kravene i tegningen. Vanligvis brukes dreiebenken hovedsakelig til å snu den ytre sirkelen og det indre hullet, kutte og kutte sporet og snu tråden. Valget av blad bestemmes i henhold til de spesifikke betingelsene for prosessteknologi. Generelt bør bladene med høy allsidighet og flere skjærekanter på samme blad velges. Velg større størrelse for grovdreiing og mindre størrelse for fin- og halvfindreiing. I henhold til de teknologiske kravene bestemmer vi nødvendig bladform, skjærekantlengde, spissbue, bladtykkelse, bladryggvinkel og bladnøyaktighet.
一. Velg bladformen
1. Bladet til den ytre sirkelS-formen: fire skjærekanter, med kort skjærekant (referer til samme indre skjæresirkeldiameter), høy styrke på verktøyspissen, hovedsakelig brukt til 75 ° og 45 ° dreieverktøy, og brukes til bearbeiding av gjennomgående hull i interne hullverktøy.
T-form: tre skjærekanter, lang skjærekant og lav styrke på spissen. Bladet med den ekstra avbøyningsvinkelen brukes ofte på den generelle dreiebenken for å forbedre styrken til spissen. Brukes hovedsakelig til 90° dreieverktøy. Det indre hulldreieverktøyet brukes hovedsakelig til bearbeiding av blinde hull og trinnhull.
C-form: det er to typer skarpe vinkler. Styrken til de to spissene til den 100 ° skarpe vinkelen er høy, vanligvis laget til et 75 ° dreieverktøy, som brukes til å grovdreie den ytre sirkelen og endeflaten. Styrken til de to kantene av den 80 ° skarpe vinkelen er høy, som kan brukes til å behandle endeflaten eller den sylindriske overflaten uten å endre verktøyet. Det indre hulldreieverktøyet brukes vanligvis til å behandle trinnhullet.
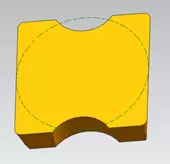
R-form: rund kant, brukt til bearbeiding av spesiell bueoverflate, høy utnyttelsesgrad av bladet, men stor radiell kraft.
W-form: tre skjærekanter og kort, 80 ° skarp vinkel, høy styrke, hovedsakelig brukt til bearbeiding av sylindrisk overflate og trinnflate på generell dreiebenk.
D-form: de to skjærekantene er lange, skjærekantvinkelen er 55 ° og styrken på skjærekanten er lav, som hovedsakelig brukes til profileringsbehandling. Når du lager et 93 ° dreieverktøy, skal skjærevinkelen ikke være større enn 27 ° - 30 °; når du lager et 62,5 ° dreieverktøy, skal skjærevinkelen ikke være større enn 57 ° - 60 °, som kan brukes til trinnhull og grunne rotrensing ved bearbeiding av det indre hullet.
V-form: to skjærekanter og lang, 35° skarp vinkel, lav styrke, brukt til profilering. Når du lager 93 ° dreieverktøy, skal skjærevinkelen ikke være større enn 50 °; når du lager 72,5 ° dreieverktøy, skal skjærevinkelen ikke være større enn 70 °; når du lager 107,5° dreieverktøy, skal skjærevinkelen ikke være større enn 35°.
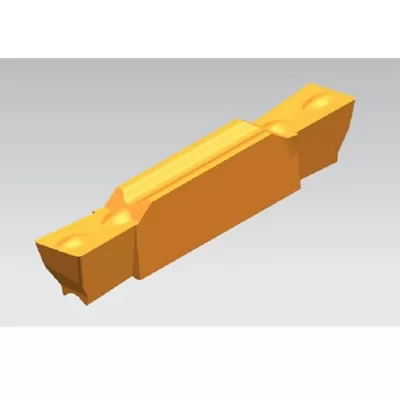
2. Kutte og spore kniver:
1) skjæreblad:
I CNC dreiebenk brukes skjæreblad vanligvis til å trykke sponbrytende sporform direkte. Det kan få spon til å krympe og deformere sideveis, kutte enkelt og pålitelig. I tillegg har den stor sideavbøyningsvinkel og ryggvinkel, mindre skjærevarme, lang levetid og høyere pris.
2) rilleblad: generelt brukes skjærebladet til å kutte det dype sporet, og formingsbladet brukes til å kutte det grunne sporet, for eksempel følgende: vertikalt rilleblad, flatt rilleblad, stripesporblad, trinnrengjøringsbue rotsporblad. Disse bladene har høy rillebredde nøyaktighet.
3. Gjengeblad: L-formet blad er ofte brukt, som kan slipes om og billig, men det kan ikke kutte toppen av tannen. Gjengene med høy skjærenøyaktighet må bruke bladet med god profilsliping. Fordi innvendig og utvendig gjenge har forskjellige profilstørrelser, er de delt inn i innvendige og utvendige gjengeblader. Deres tonehøyde er fast og kan kuttes ut av kronen. Som en klemmemetoden kan den deles inn i to typer: den ene er et blad uten hull, som klemmes ved å trykke opp. Når du behandler materialer med høy plastisitet, må dette bladet også legge til en ledeplate; den andre er et blad med et klemhull og et sponbrytende spor, som klemmes av en plommeskrue med et trykkhull.
二. Lengde på skjærekant
Skjærekantlengde: den skal velges i henhold til bakutkastet. Vanligvis skal lengden på skjærekanten til det gjennomgående sporbladet være ≥ 1,5 ganger baktrekket, og lengden på skjærekanten til det lukkede sporbladet skal være ≥ 2 ganger baktrekket.
三. spissbue
Spissbue: så lenge stivheten tillates for grovsving, kan den større spissens bueradius brukes så langt det er mulig, mens den mindre bueradiusen vanligvis brukes til finsving. Men når stivheten er tillatt, bør den også velges fra den større verdien, og den ofte brukte pressede formingssirkelradiusen er 0,4; 0,8; 1,2; 2.4 osv.
四. bladtykkelse
Bladtykkelse: Valgprinsippet er å få bladet til å ha nok styrke til å bære skjærekraften, som vanligvis velges i henhold til tilbakematingen og matingen. For eksempel må noen keramiske blader velge tykkere blader.
五. ryggvinkel på bladet
Bladets ryggvinkel: ofte brukt:
0 ° kode n;
5 ° kode B;
7 ° kode C;
11 ° kode P.
0 ° ryggvinkel brukes vanligvis for grov og semi-finish dreiing, 5 °; 7°; 11°, vanligvis brukt til halvfinish, ferdigdreiing, profilering og maskinering av indre hull.
六. bladnøyaktighet
Bladpresisjon: det er 16 typer presisjon spesifisert av staten for indekserbare kniver, hvorav 6 typer er egnet for dreieverktøy, koden er h, e, G, m, N, u, h er den høyeste, u er den lavest, u brukes til grov- og semi-finish maskinering av generell dreiebenk, M brukes til CNC dreiebenk eller m brukes til CNC dreiebenk, og G brukes for høyere nivå.
Etter trinnene ovenfor har vi i utgangspunktet bestemt hva slags blad som skal brukes. I neste trinn må vi sjekke de elektroniske prøvene til bladprodusentene ytterligere, og til slutt bestemme hvilken type blad som skal brukes i henhold til materialene og presisjonen som skal behandles.